全国热线
13080194888

全国热线
13080194888

电 话:0374-8336188
传 真:0374-8336188
手 机:13080194888
邮 箱:xiaoshou@henglixincai.com
地 址:禹州市产业集聚区西工业园区
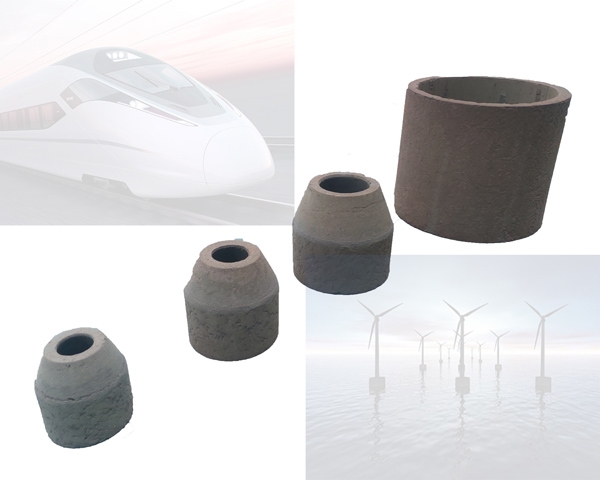
冒口使用方便、无环境污染、便于推广等优点,长期以来得到了广大用户的一致好评。该产品可广泛用于各种牌号的铸钢、铸铁及有色合金的铸件生产中,使用该产品可延长金属液的冷却时间,增强补缩效果,能提高铸件工艺出品率20%左右,降低生产成本30%——40%左右,冒口重量减少40%——50%,节省了金属熔化和切割冒口费用,
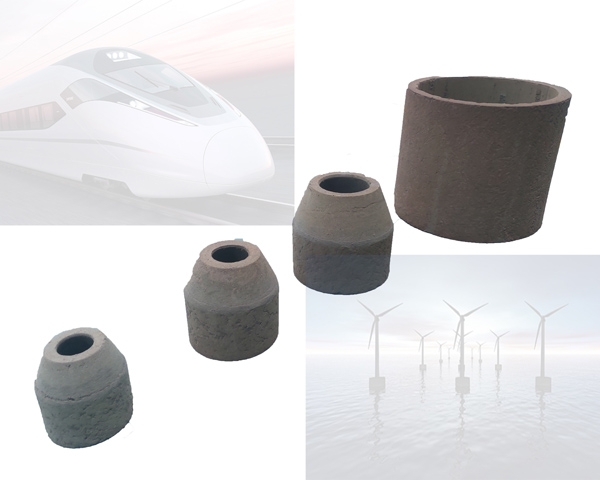
高发热冒口,根据蜗壳外围尺寸大,要进行水压无渗漏的技术要求,在蜗壳出水口安放保温冒口,按照顺序凝固的设计原则,依据发热冒口模数法的理论指导,通过缜密分析,科学计算,对冒口的补缩距离、大小、数量、类型、分布情况进行严格的计算,总结出了一套使用发热冒口能够解决由于缩松而产生的打压渗漏的工艺方案,并在生产实践中得于有效应用。
实际上是冒口颈先于铸件凝固,将铸件铁水抽走,铸件与冒口接触部位无铁水能补缩了。可以考虑顺序凝固,冒口颈加长,使用窄长截面,冒口颈先凝固抽取冒口铁水,而不是抽取铸件铁水,然后在铸件凝固前冒口已封死,石墨膨胀完成铸件自补缩。高发热冒口对于凝固期间体积收缩量大而且趋向于形成集中缩孔的合金(如铸钢、锰黄铜及铝青铜等),冒口的主要作用是补偿金属液在型腔中的液态收缩和铸件凝固过程中的收缩, 厚部分凝固时,如得不到外来的补偿,该处就会形成大缩孔。
 豫公网安备 41108102000631号
豫公网安备 41108102000631号